Clasificación general de las prensas industriales
Las prensas industriales se clasifican según el tipo de accionamiento del carro. En función de este criterio se distinguen cuatro familias principales. Las prensas mecánicas son las más productivas en conformado en frío de chapa y constituyen el núcleo de cualquier taller de matricería o estampación en serie.
Prensas mecánicas
El carro se acciona mecánicamente: biela-manivela, eje excéntrico, husillo con discos de fricción, rodillera o cuña. La energía se almacena en un volante de inercia y se libera al carro en cada ciclo a través de un embrague. Son las más productivas en conformado en frío de chapa.
Prensas hidráulicas
Un motor eléctrico acciona una bomba rotativa que suministra aceite a presión al cilindro de trabajo. La fuerza es independiente de la posición del carro y puede desarrollarse en cualquier punto del recorrido. Idóneas para embutición profunda, forja libre y extrusión de piezas largas.
Prensas neumáticas
Utilizan aire comprimido (4–10 bar) como fluido motor. Instalación sencilla y sin riesgo de contaminación por aceite. Limitadas a fuerzas de hasta 500 kN; se emplean en ensamblaje, inserción de casquillos, remachado y sellado en entornos farmacéuticos o alimentarios.
Martinetes de forja
Actúan por energía cinética de impacto: una masa cayente golpea el tocho metálico caliente (850–1.250 °C) deformándolo hasta llenar el molde. Los martinetes de contragolpe desplazan simultáneamente ambas mazas en sentidos opuestos. Energía de impacto hasta 1.500 kJ.
Dentro de las prensas mecánicas existen criterios adicionales de clasificación: tipo de construcción del bastidor (1 montante, 2 montantes, 4 columnas), número de efectos (simple, doble, triple).
Para troquelado y estampación en frío de series medias y largas, la prensa mecánica ofrece mayor cadencia productiva, menor coste por pieza y mejor adaptación a sistemas automáticos de alimentación de tira que cualquier otra alternativa. ESNA fabrica prensas mecánicas excéntricas de cuello de cisne (30–315 t) y de doble montante (hasta 400 t).
Prensas de Husillo (a Fricción)
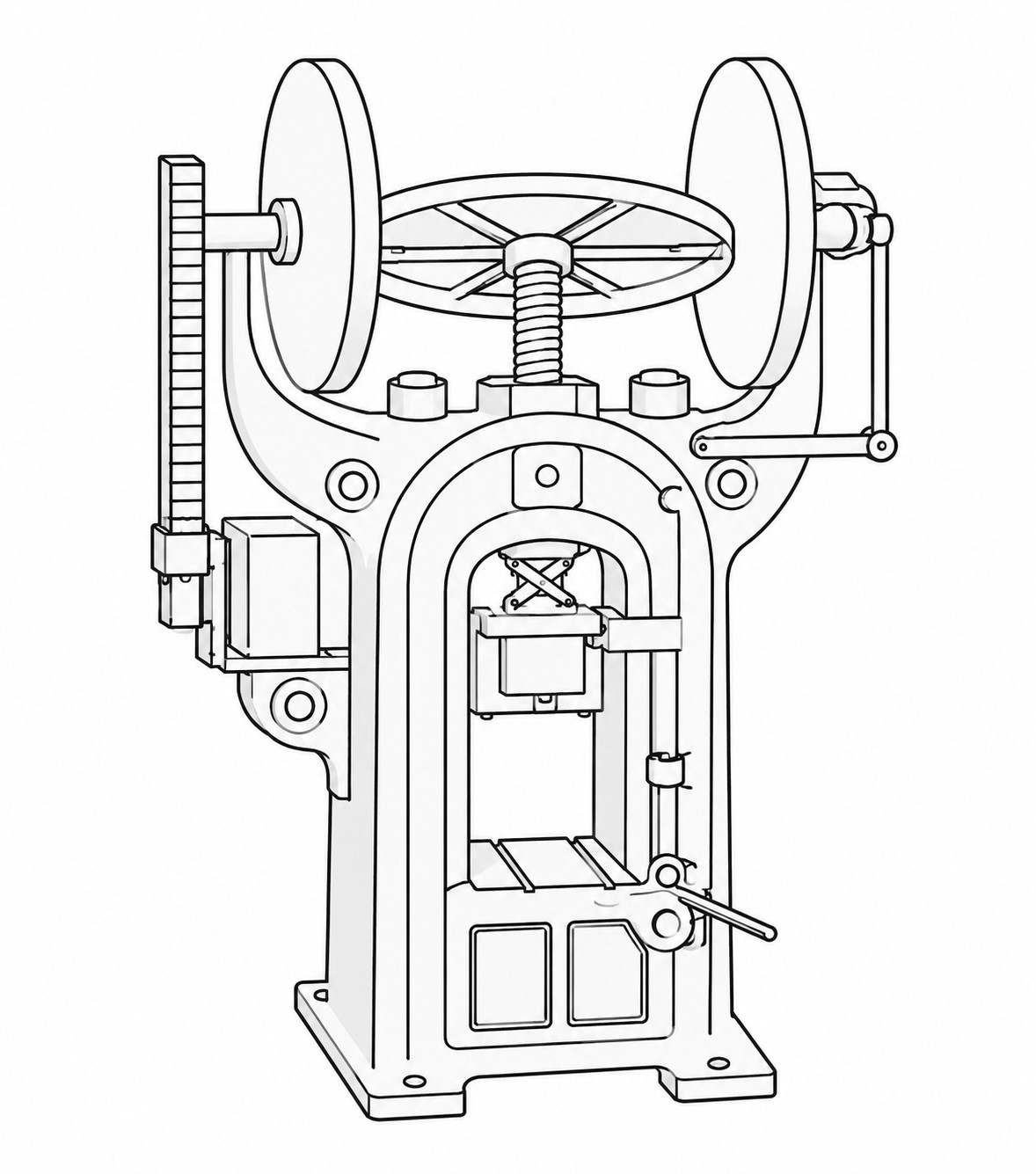
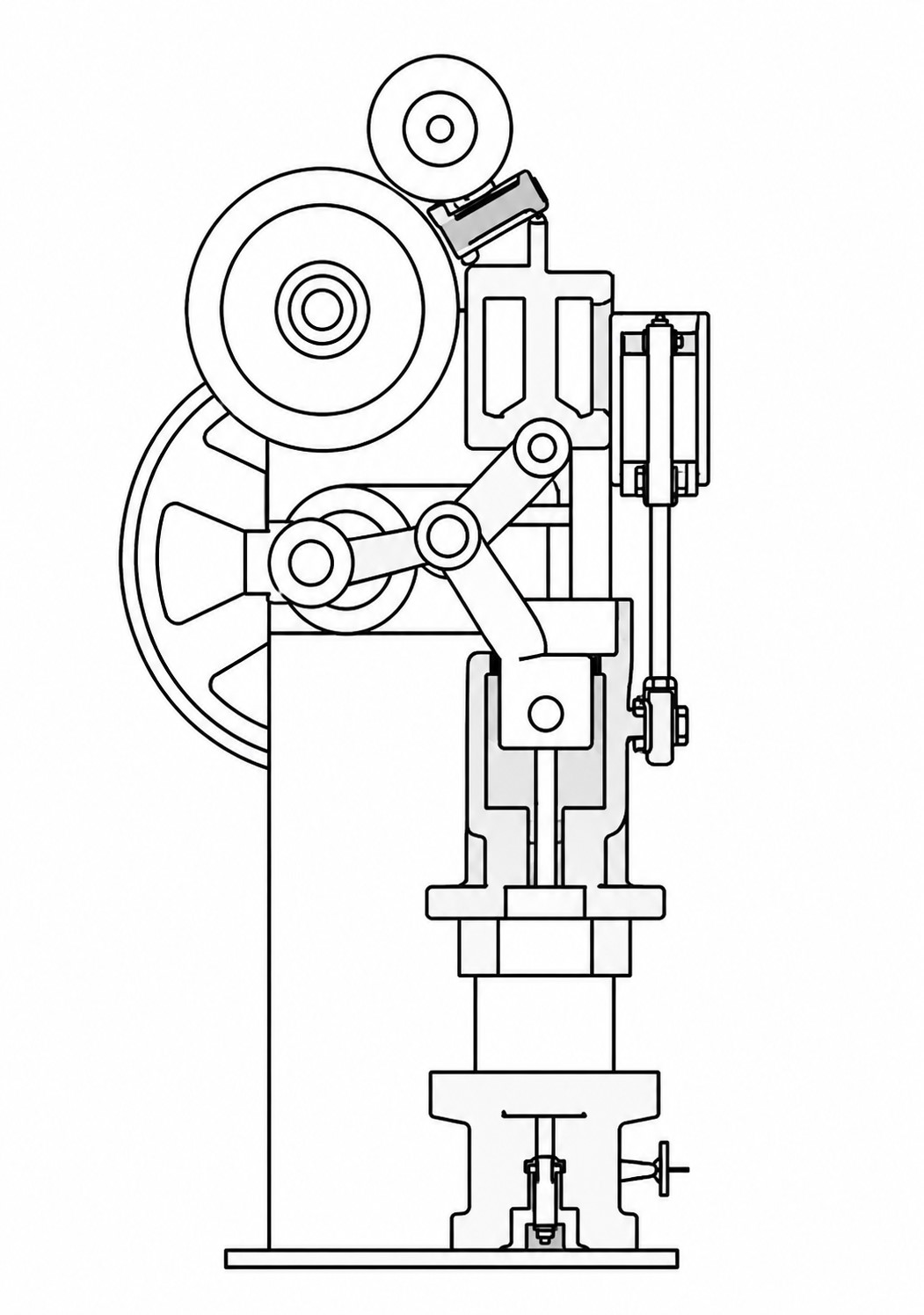
En las prensas de husillo, denominadas también prensas a fricción, el carro se desplaza hacia arriba y hacia abajo mediante un husillo roscado. El tipo más extendido es la prensa de 2 discos de fricción: un motor eléctrico acciona, mediante correa y polea, el eje sobre el que van calados dos discos de fricción que se presionan alternativamente contra el volante. Según cuál de los dos discos entre en contacto con el volante, este gira en un sentido o en otro, haciendo subir o bajar el carro a través del husillo.
La prensa de husillo es, en esencia, una máquina a capacidad de trabajo impuesta: no se puede ajustar libremente ni la carrera ni la fuerza; lo que se puede imponer es la energía cinética acumulada en el volante antes del ciclo. Esta característica implica que para carreras de trabajo muy cortas pueden generarse fuertes sobrecargas capaces de dañar los montantes o el propio husillo.
La variante más moderna es la de accionamiento servo-eléctrico directo, en la que el rotor del motor y el volante forman una unidad única sin discos de fricción: el movimiento se transmite por campo magnético, elevando el rendimiento al 70% y permitiendo recuperar energía de frenado. Se aplican en acuñado, calibrado, enderezado, plegado y estampado en caliente.
Prensas Mecánicas a Excéntrica
En las prensas excéntricas, denominadas también prensas mecánicas de tipo biela/manivela, el movimiento rotatorio del eje excéntrico se transforma en movimiento rectilíneo alternativo del carro mediante una biela. La energía acumulada en el volante le es transmitida mediante el embrague, accionado habitualmente a pedal o mediante dos pulsadores eléctricos. El freno es esencial para detener el mecanismo de manivela cuando la manivela y la biela han alcanzado el punto muerto superior.
Clasificación por tipo de construcción del bastidor
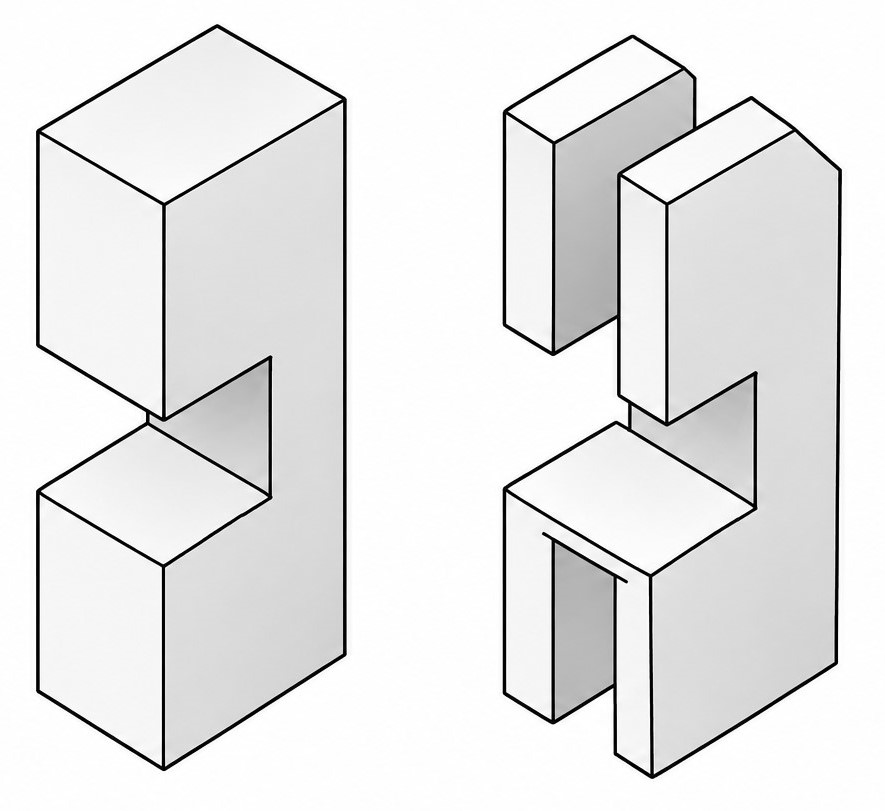
El bastidor puede construirse en una sola pieza —la prensa frontal propiamente dicha— o en dos piezas soldadas formando un bastidor doble. La gran ventaja es la accesibilidad desde tres lados de la zona de trabajo, lo que facilita la alimentación de tira automática lateral, la evacuación de la pieza y el montaje del utillaje.
Como contrapartida, la apertura en C genera una desviación angular del bastidor bajo carga que reduce el paralelismo entre carro y mesa. Son la opción estándar hasta 315 t.
Las prensas a dos montantes tienen el eje excéntrico soportado en sus dos extremos, eliminando la desviación angular del bastidor en C. Pueden tener una, dos o cuatro bielas que transmiten el movimiento al carro. La construcción de cuatro bielas garantiza una distribución de fuerza uniforme sobre toda la mesa, fundamental en embutición profunda, troquelado de piezas grandes y estampación en general.
Son prensas a un montante cuyo bastidor puede inclinarse respecto a la vertical, facilitando la evacuación de la pieza acabada por gravedad hacia la parte trasera. Pueden ser de transmisión por volante directo o de reducción de engranes.
Tipos de prensa por número de efectos
Según el número de efectos, la prensa se denomina de simple, doble o triple efecto.
En una prensa de doble efecto, la corredera exterior actúa como sujetador de chapa y la interior como punzón, accionadas por sistemas independientes. Esta configuración es el estándar industrial para embutición profunda de chapa: el sujetachapas controla el flujo de material hacia el interior de la matriz evitando el arrugado, mientras el punzón realiza la embutición.
La prensa de triple efecto añade un punzón central que penetra en la cámara de la matriz desde abajo, empleado para embuticiones muy profundas y conformación de fondo curvado.
Prensas de Rodillera
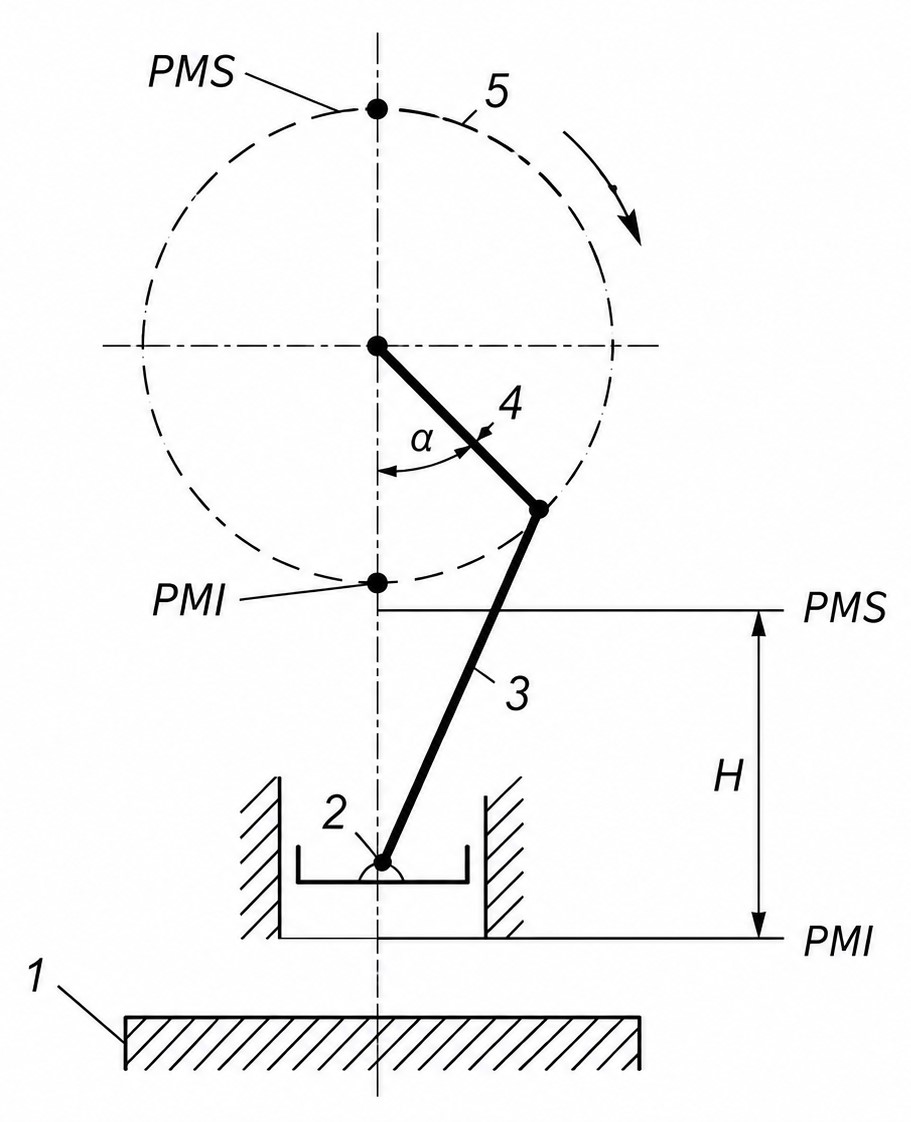
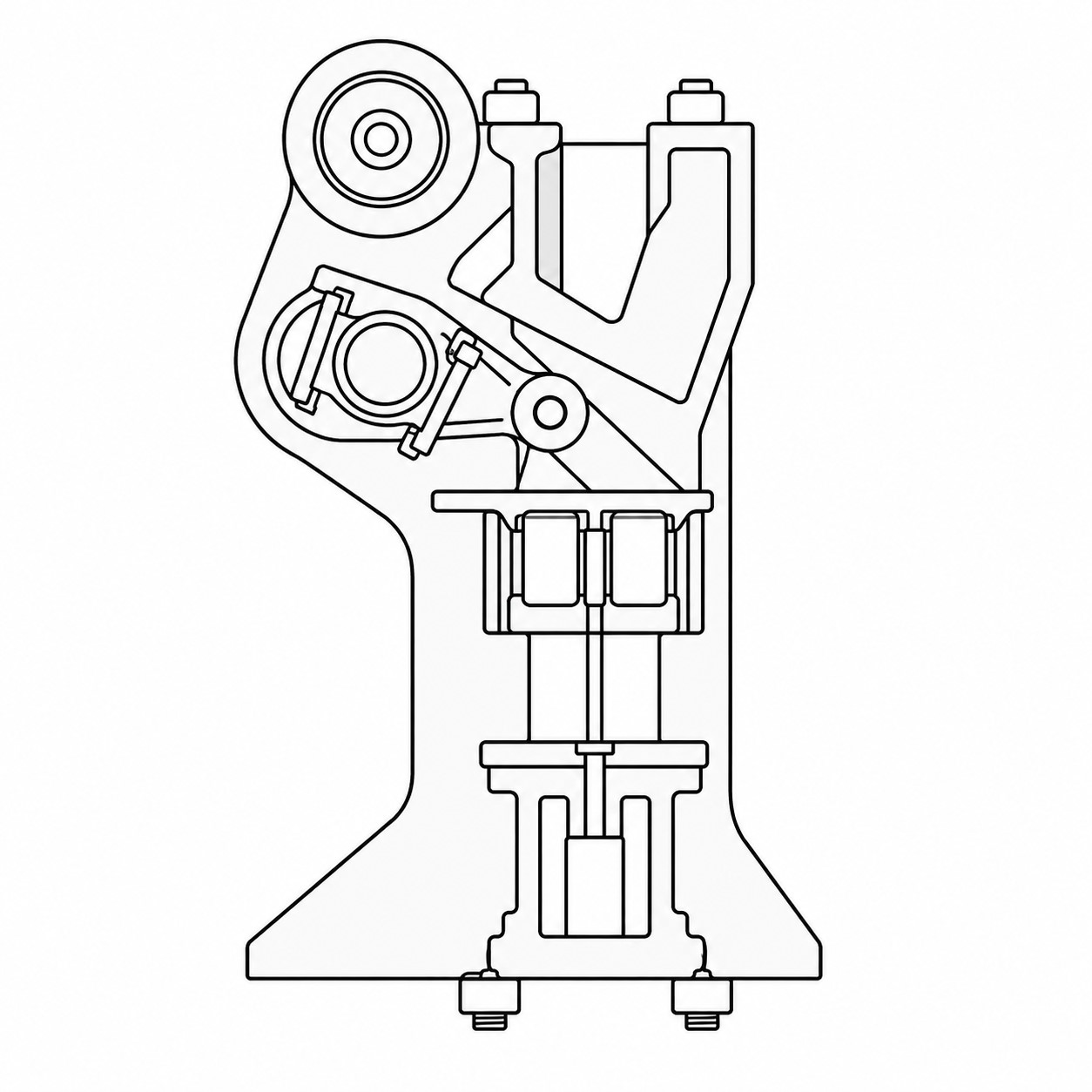
Las prensas de rodillera son una variante de las prensas de manivela en la que la fuerza se transfiere al carro a través de un mecanismo de rodillera: dos brazos articulados entre sí en un extremo y con uno fijo y otro vinculado al carro en los otros dos extremos. Cuando la manivela empuja el punto de articulación, los brazos tienden a alinearse y generan sobre el carro una fuerza muy superior a la aplicada.
La característica principal es que la fuerza nominal solo está disponible 3 o 4 mm antes del punto muerto inferior, correspondiente a un ángulo de manivela α = 32°. Para valores mayores de la carrera la fuerza disminuye rápidamente. Son la solución óptima para fuerzas muy elevadas en recorridos de trabajo muy cortos: acuñado, calibrado y extrusión directa de piezas cortas.
La variante palanca articulada (doble articulación) permite que el desplazamiento del carro sea 3 a 4 veces mayor que en una prensa excéntrica equivalente, con movimiento más lento cerca del punto muerto inferior. Se aplica en extrusión en frío de piezas largas y conformado de tubos de pared fina, con fuerzas de 4.000 a 16.000 kN.
Prensas de Cuña
Las prensas de cuña son un tipo de prensa a manivela en la que el carro no es empujado directamente por la biela, sino a través de una cuña que actúa sobre la superficie superior del carro. La biela empuja la cuña horizontalmente y esta, por su ángulo de inclinación, genera sobre el carro una componente vertical de fuerza que lo desplaza hacia abajo.
La principal ventaja es que la cuña apoya uniformemente sobre toda la superficie superior del carro, impidiendo que se genere la flexión lateral que aparece en las prensas de manivela convencionales. Esto se traduce en: mayor rigidez, menores cargas laterales sobre las guías, mayor precisión dimensional de la pieza, mayor vida útil de los estampos y mejor regulación de la carrera. La prensa de cuña más grande construida para estampado ha alcanzado 80 MN de fuerza nominal con una cadencia de 60 gpm.
Prensas Horizontales de Forja
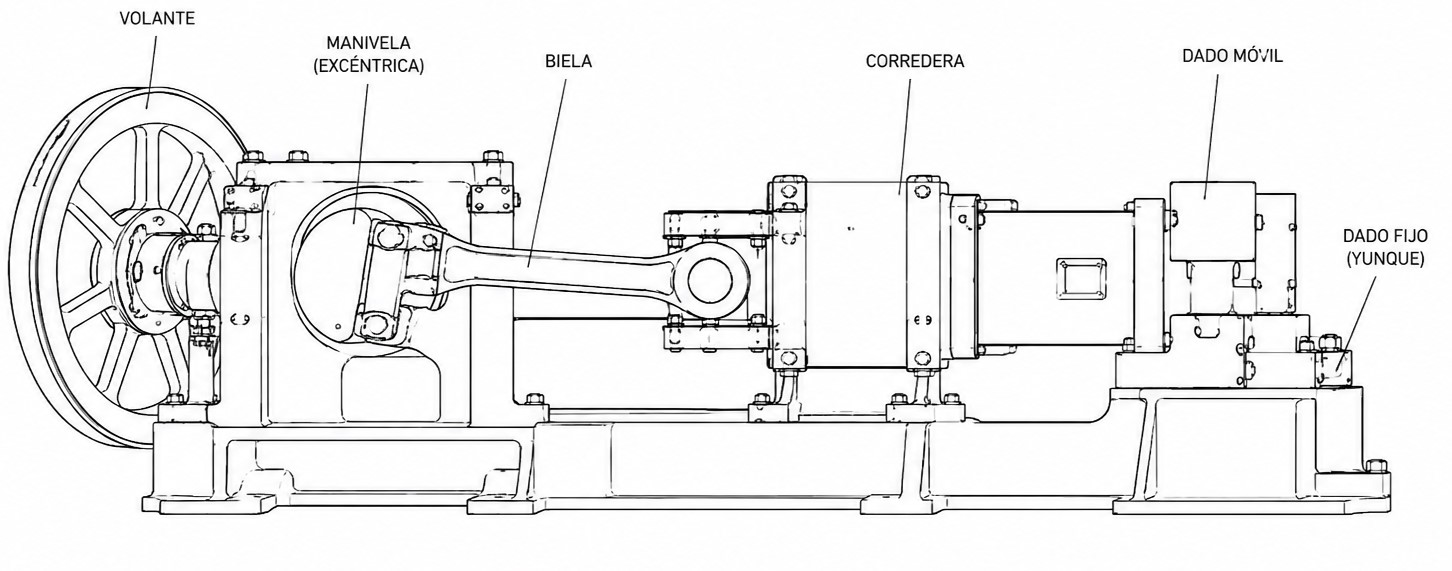
Las prensas horizontales de forja son prensas mecánicas de manivela con mecanismo de rodillera en las que el carro y el punzón se desplazan en sentido horizontal. El operario sitúa la pieza mediante el comando a pedal; el carro determina el cierre de la mordaza mediante un sistema de levas. El punzón entra en contacto con la pieza solo después del cierre de la mordaza.
Respecto a las prensas de manivela convencionales, trabajan con mayor velocidad y mayor precisión. Su principal desventaja es el elevado consumo de herramienta y los largos tiempos de preparación de máquina. Su aplicación principal es la forja libre: recalcado, punzonado y taladrado de lingotes groseros, semielaborados y piezas acabadas.
Prensas de Punzonado Automático de Alta Velocidad
Las prensas de punzonado automático de alta velocidad son prensas excéntricas de bastidor cerrado diseñadas específicamente para operar a cadencias extremas —hasta 1.800 gpm— con tiras de chapa delgada de alta precisión. A estas velocidades, las fuerzas de masa deben compensarse mediante un sistema de contrapeso de masas cuando el conjunto carro más parte superior del utillaje supera los 200 kg.
La solución óptima es el sistema de guía de cuatro columnas, que alcanza precisiones de paso de 0,01 a 0,02 mm. Se emplean en punzonado de chapas magnéticas para motores eléctricos, conectores electrónicos y piezas de precisión en tira continua.
Prensas Plegadoras
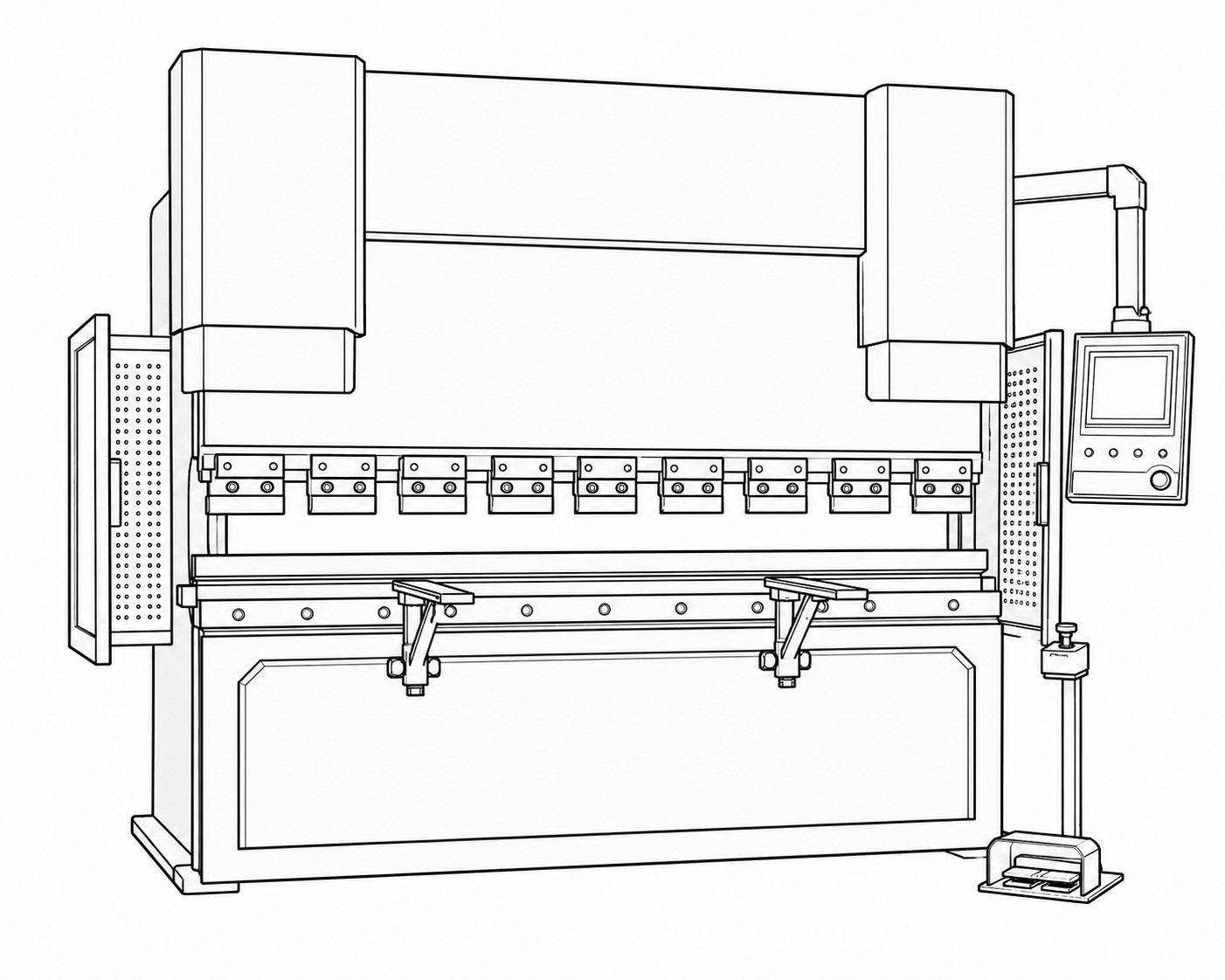
Las prensas plegadoras son máquinas de conformado especializadas en el plegado de chapa. Aunque se clasifican habitualmente como prensas hidráulicas, existen variantes mecánicas con cigüeñal. Su característica esencial es la gran longitud del carro y la mesa —generalmente 2 a 4 m—, que permite piezas largas y pliegues rectos de alta calidad.
Las plegadoras hidráulicas modernas incorporan control numérico que programa la profundidad de plegado, la velocidad y la posición del tope trasero. Con fuerzas nominales de 800 a 4.500 kN y ángulo máximo de rotación de 120°, cubren desde chapa fina de precisión hasta chapa gruesa estructural.
Aplicaciones por Tipo de Prensa
La siguiente tabla recoge los campos de aplicación característicos de cada tipo de prensa y el sector industrial donde predomina su uso.
| Tipo de prensa | Aplicaciones características | Sector / proceso |
|---|---|---|
| Prensas de husillo | Enderezado, plegado, perfilado, estampado en caliente, calibrado, acuñado | Forja de precisión, herramientas, orfebrería |
| Prensas excéntricas | Troquelado, punzonado, cizallado, embutición, plegado, perfilado, extrusión de piezas cortas | Automoción, electrodomésticos, matricería, electrónica |
| Prensas de rodillera | Extrusión inversa, acuñado, calibrado, extrusión directa de piezas cortas | Componentes de precisión, defensa |
| Palanca articulada | Extrusión en frío de piezas largas, conformado de tubos de pared fina | Automoción, defensa, extrusión de precisión |
| Prensas de cuña | Estampado, conformado en frío | Alta producción, automoción, grandes series |
| Horizontales de forja | Forja libre, recalcado, punzonado y taladrado de lingotes | Forja industrial, semielaborados |
| Prensas hidráulicas | Enderezado, embutición profunda, estirado-embutición, forja libre, extrusión de piezas largas | Aeronáutica, composites, aluminio estructural |
| Punzonado automático | Punzonado de precisión, chapas magnéticas, conectores, terminales | Electrónica, automoción, tira continua CNC |
| Prensas plegadoras | Plegado de chapa, conformado de perfiles, cantos y ángulos | Calderería, construcción metálica, series cortas |
¿Necesita una prensa para su proceso?
Cuéntenos qué piezas fabrica, qué material y qué tolerancias necesita. Le orientamos sobre el tipo y tonelaje adecuados, sin compromiso.
Preguntas frecuentes sobre tipos de prensas
Las prensas mecánicas se clasifican en cinco grupos según el mecanismo de accionamiento del carro: prensas de husillo (a fricción), prensas excéntricas o de manivela (a un montante o dos montantes, inclinables), prensas de rodillera, prensas de cuña y prensas horizontales de forja. Dentro de cada grupo existen variantes por número de efectos, disposición de montantes y tipo de embrague.
La prensa excéntrica es la más versátil y extendida en el conformado en frío. Se utiliza para troquelado, punzonado, embutición media y pequeña, plegado de chapa, perfilado y extrusión de piezas cortas. Su rango de fuerza nominal abarca de 0,1 a 100 MN, con cadencias de hasta 150 gpm en los modelos más rápidos.
La prensa a un montante (tipo C o cuello de cisne) tiene el bastidor abierto por tres lados, facilitando la alimentación automática de tira; su apertura en C introduce una flexión lateral bajo carga que reduce el paralelismo del carro. La prensa a dos montantes tiene bastidor cerrado, mayor rigidez y es la opción obligada para fuerzas superiores a 4 MN o embutición profunda donde se requiere paralelismo estricto.
La prensa de rodillera es una prensa mecánica de manivela en la que la fuerza se multiplica a través de un mecanismo de dos brazos articulados. Su característica fundamental es que la fuerza nominal solo está disponible los últimos 3-4 mm antes del punto muerto inferior (α = 32°). Ideal para acuñado, calibrado y extrusión directa de piezas cortas de alta precisión. No es apta para embutición ni operaciones con carrera larga.
La prensa de cuña elimina la flexión lateral del bastidor porque la cuña apoya uniformemente sobre toda la superficie superior del carro. Resultado: mayor rigidez, menores cargas laterales sobre las guías, mayor precisión dimensional, mayor vida del estampo y mejor regulación de la carrera. La prensa de cuña más grande construida para estampado ha alcanzado 80 MN con 60 gpm.
El rendimiento depende del tipo: la prensa de husillo tradicional con 2 discos de fricción alcanza el 28%; la prensa Vincent con ruedas cónicas solo el 15%; la prensa servo-eléctrica de accionamiento directo (rotor + volante como unidad única, sin discos) llega al 70%, siendo la más eficiente y la única que permite recuperar energía de frenado.